第дәҢз« з”өзҒ«иҠұеҠ е·Ҙеҹәжң¬еҺҹзҗҶ
пјҲи‘—дҪңжқғеҪ’иӢҸе·һеёӮе®қзҺӣж•°жҺ§и®ҫеӨҮжңүйҷҗе…¬еҸёжүҖжңүпјҢд»»дҪ•иҪ¬иҪҪе’ҢеҸ‘еёғпјҢйңҖжіЁжҳҺеҮәеӨ„пјҢеҗҰеҲҷиҝҪ究法еҫӢиҙЈд»»пјү
з”өзҒ«иҠұеҠ е·ҘжҳҜеҲ©з”ЁжөёеңЁе·ҘдҪңж¶Ідёӯзҡ„дёӨжһҒй—ҙи„үеҶІж”ҫз”өж—¶дә§з”ҹзҡ„з”өиҡҖдҪңз”ЁиҡҖйҷӨеҜјз”өжқҗж–ҷзҡ„зү№з§ҚеҠ е·Ҙж–№жі•пјҢеҸҲз§°ж”ҫз”өеҠ е·ҘжҲ–з”өиҡҖеҠ е·ҘпјҢиӢұж–Үз®Җз§°EDMгҖӮ
2.1з”өзҒ«иҠұеҠ е·ҘжқЎд»¶
пјҲ1пјү.е·Ҙе…·з”өжһҒе’Ңе·Ҙ件з”өжһҒд№Ӣй—ҙеҝ…йЎ»з»ҙжҢҒеҗҲзҗҶзҡ„и·қзҰ»еңЁиҜҘи·қзҰ»иҢғеӣҙеҶ…пјҢж—ўеҸҜд»Ҙж»Ўи¶іи„үеҶІз”өеҺӢдёҚж–ӯеҮ»з©ҝд»ӢиҙЁпјҢдә§з”ҹзҒ«иҠұж”ҫз”өпјҢеҸҲеҸҜд»ҘйҖӮеә”еңЁзҒ«иҠұйҖҡйҒ“зҶ„зҒӯеҗҺд»ӢиҙЁж¶Ҳз”өзҰ»д»ҘеҸҠжҺ’еҮәиҡҖйҷӨдә§зү©зҡ„иҰҒжұӮгҖӮиӢҘдёӨз”өжһҒи·қзҰ»иҝҮеӨ§пјҢеҲҷи„үеҶІз”өеҺӢдёҚиғҪеҮ»з©ҝд»ӢиҙЁгҖҒдёҚиғҪдә§з”ҹзҒ«иҠұж”ҫз”өпјҢиӢҘдёӨз”өжһҒзҹӯи·ҜпјҢеҲҷеңЁдёӨз”өжһҒй—ҙжІЎжңүи„үеҶІиғҪйҮҸж¶ҲиҖ—пјҢд№ҹдёҚеҸҜиғҪе®һзҺ°з”өи…җиҡҖеҠ е·ҘгҖӮ
пјҲ2пјү.дёӨз”өжһҒд№Ӣй—ҙеҝ…йЎ»е……е…Ҙд»ӢиҙЁеңЁиҝӣиЎҢжқҗж–ҷз”өзҒ«иҠұе°әеҜёеҠ е·Ҙж—¶пјҢдёӨжһҒй—ҙдёәж¶ІдҪ“д»ӢиҙЁ(дё“з”Ёе·ҘдҪңж¶ІжҲ–е·Ҙдёҡз…ӨжІ№);еңЁиҝӣиЎҢжқҗж–ҷз”өзҒ«иҠұиЎЁйқўејәеҢ–ж—¶пјҢдёӨжһҒй—ҙдёәж°”дҪ“д»ӢиҙЁгҖӮ
пјҲ3пјү.иҫ“йҖҒеҲ°дёӨз”өжһҒй—ҙзҡ„и„үеҶІиғҪйҮҸеҜҶеәҰеә”и¶іеӨҹеӨ§еңЁзҒ«иҠұйҖҡйҒ“еҪўжҲҗеҗҺпјҢи„үеҶІз”өеҺӢеҸҳеҢ–дёҚеӨ§пјҢеӣ жӯӨпјҢйҖҡйҒ“зҡ„з”өжөҒеҜҶеәҰеҸҜд»ҘиЎЁеҫҒйҖҡйҒ“зҡ„иғҪйҮҸеҜҶеәҰгҖӮиғҪйҮҸеҜҶеәҰи¶іеӨҹеӨ§пјҢжүҚеҸҜд»ҘдҪҝиў«еҠ е·Ҙжқҗж–ҷеұҖйғЁзҶ”еҢ–жҲ–ж°”еҢ–пјҢд»ҺиҖҢеңЁиў«еҠ е·Ҙжқҗж–ҷиЎЁйқўеҪўжҲҗдёҖдёӘи…җиҡҖз—•(еҮ№еқ‘)пјҢе®һзҺ°з”өзҒ«иҠұеҠ е·ҘгҖӮеӣ иҖҢпјҢйҖҡйҒ“дёҖиҲ¬еҝ…йЎ»жңү105-106A1em}з”өжөҒеҜҶеәҰгҖӮж”ҫз”өйҖҡйҒ“еҝ…йЎ»е…·жңүи¶іеӨҹеӨ§зҡ„еі°еҖјз”өжөҒпјҢйҖҡйҒ“жүҚеҸҜд»ҘеңЁи„үеҶІжңҹй—ҙеҫ—еҲ°з»ҙжҢҒгҖӮдёҖиҲ¬жғ…еҶөдёӢпјҢз»ҙжҢҒйҖҡйҒ“зҡ„еі°еҖјз”өжөҒдёҚе°ҸдәҺ2AгҖӮ
пјҲ4пјү.ж”ҫз”өеҝ…йЎ»жҳҜзҹӯж—¶й—ҙзҡ„и„үеҶІж”ҫз”өи„үеҶІгҖӮж”ҫз”өжҢҒз»ӯж—¶й—ҙдёҖиҲ¬дёә10-1^-10-3sгҖӮз”ұдәҺж”ҫз”өж—¶й—ҙзҹӯпјҢдҪҝж”ҫз”өж—¶дә§з”ҹзҡ„зғӯиғҪжқҘдёҚеҸҠеңЁиў«еҠ е·Ҙжқҗж–ҷеҶ…йғЁжү©ж•ЈпјҢд»ҺиҖҢжҠҠиғҪйҮҸдҪңз”ЁеұҖйҷҗеңЁеҫҲе°ҸиҢғеӣҙеҶ…пјҢдҝқжҢҒзҒ«иҠұж”ҫз”өзҡ„еҶ·жһҒзү№жҖ§гҖӮ
пјҲ5пјү.и„үеҶІж”ҫз”өйңҖйҮҚеӨҚеӨҡж¬ЎиҝӣиЎҢпјҢ并且еӨҡж¬Ўи„үеҶІж”ҫз”өеңЁж—¶й—ҙдёҠе’Ңз©әй—ҙдёҠжҳҜеҲҶж•Јзҡ„иҝҷйҮҢеҢ…еҗ«дёӨдёӘж–№йқўзҡ„ж„Ҹд№ү:е…¶дёҖж—¶й—ҙдёҠзӣёйӮ»зҡ„дёӨдёӘи„үеҶІдёҚеңЁеҗҢдёҖзӮ№дёҠеҪўжҲҗйҖҡйҒ“;е…¶дәҢпјҢиӢҘеңЁдёҖе®ҡж—¶й—ҙиҢғеӣҙеҶ…и„үеҶІж”ҫз”өйӣҶдёӯеҸ‘з”ҹеңЁжҹҗдёҖеҢәеҹҹпјҢеҲҷеңЁеҸҰдёҖж®өж—¶й—ҙеҶ…пјҢи„үеҶІж”ҫз”өеә”иҪ¬з§»еҲ°еҸҰдёҖеҢәеҹҹгҖӮеҸӘжңүеҰӮжӯӨпјҢжүҚиғҪйҒҝе…Қз§ҜзўізҺ°иұЎпјҢиҝӣиҖҢйҒҝе…ҚеҸ‘з”ҹз”өеј§е’ҢеұҖйғЁзғ§дјӨгҖӮ
пјҲ6пјү.и„үеҶІж”ҫз”өеҗҺзҡ„з”өиҡҖдә§зү©иғҪеҸҠж—¶жҺ’ж”ҫиҮіж”ҫз”өй—ҙйҡҷд№ӢеӨ–пјҢдҪҝйҮҚеӨҚжҖ§ж”ҫз”өйЎәеҲ©иҝӣиЎҢеңЁз”өзҒ«иҠұеҠ е·Ҙзҡ„з”ҹдә§е®һйҷ…дёӯпјҢдёҠиҝ°иҝҮзЁӢйҖҡиҝҮдёӨдёӘйҖ”еҫ„е®ҢжҲҗгҖӮдёҖж–№йқўпјҢзҒ«иҠұж”ҫз”өд»ҘеҸҠз”өи…җиҡҖиҝҮзЁӢжң¬иә«е…·еӨҮе°ҶиҡҖйҷӨдә§зү©жҺ’зҰ»зҡ„еӣәжңүзү№жҖ§;иҡҖйҷӨзү©д»ҘеӨ–зҡ„е…¶дҪҷж”ҫз”өдә§зү©гҖ”еҰӮд»ӢиҙЁзҡ„ж°”еҢ–зү©)дәҰеҸҜд»ҘдҝғиҝӣдёҠиҝ°иҝҮзЁӢ;еҸҰдёҖж–№йқўпјҢиҝҳеҝ…йЎ»еҲ©з”ЁдёҖдәӣдәәдёәзҡ„иҫ…еҠ©е·ҘиүәжҺӘж–ҪпјҢдҫӢеҰӮе·ҘдҪңж¶Ізҡ„еҫӘзҺҜиҝҮж»ӨпјҢеҠ е·ҘдёӯйҮҮз”Ёзҡ„еҶІгҖҒжҠҪжІ№жҺӘж–ҪзӯүзӯүгҖӮ
2.2з”өзҒ«иҠұеҠ е·ҘеҺҹзҗҶ
д»ҘдёӢжҳҜз”өзҒ«иҠұеҠ е·ҘеҺҹзҗҶеӣҫпјҡ
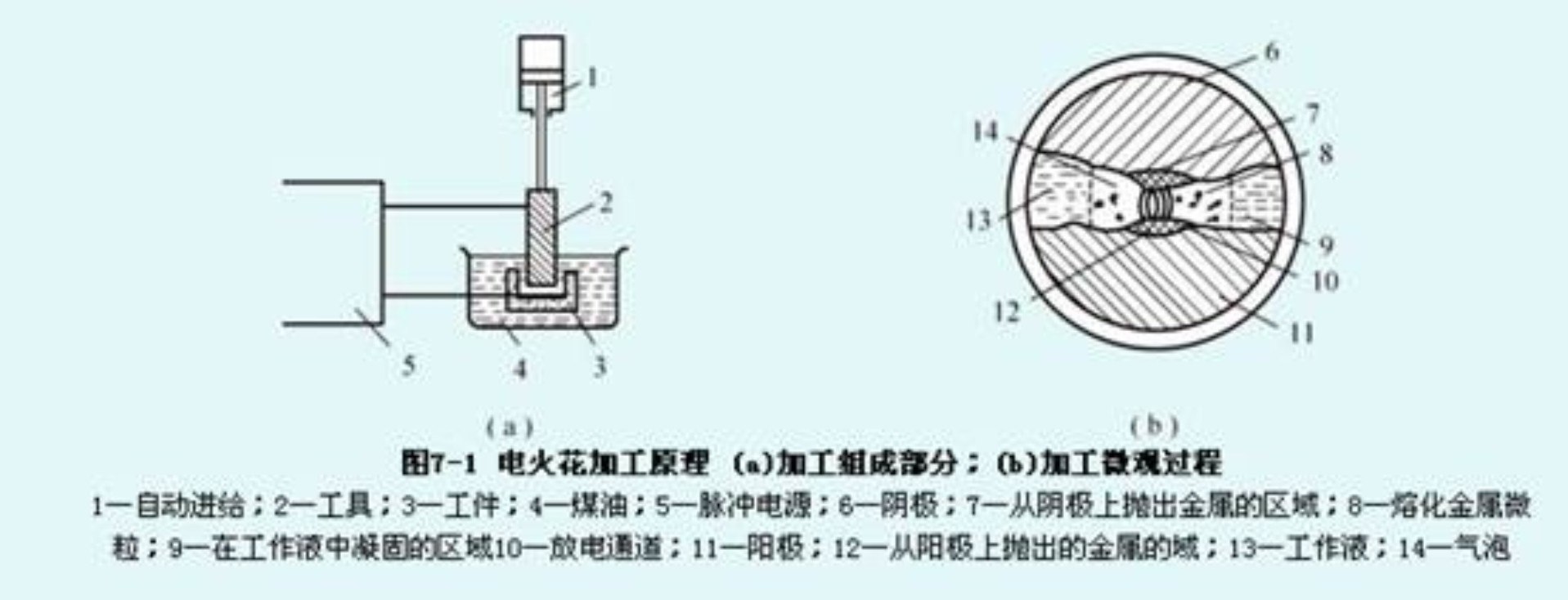
иҝӣиЎҢз”өзҒ«иҠұеҠ е·Ҙж—¶пјҢе·Ҙе…·з”өжһҒе’Ңе·Ҙ件еҲҶеҲ«жҺҘи„үеҶІз”өжәҗзҡ„дёӨжһҒпјҢ并жөёе…Ҙе·ҘдҪңж¶ІдёӯпјҢжҲ–е°Ҷе·ҘдҪңж¶Іе……е…Ҙж”ҫз”өй—ҙйҡҷгҖӮйҖҡиҝҮй—ҙйҡҷиҮӘеҠЁжҺ§еҲ¶зі»з»ҹжҺ§еҲ¶е·Ҙе…·з”өжһҒеҗ‘е·Ҙ件иҝӣз»ҷпјҢеҪ“дёӨз”өжһҒй—ҙзҡ„й—ҙйҡҷиҫҫеҲ°дёҖе®ҡи·қзҰ»ж—¶пјҢдёӨз”өжһҒдёҠж–ҪеҠ зҡ„и„үеҶІз”өеҺӢе°Ҷе·ҘдҪңж¶ІеҮ»з©ҝпјҢдә§з”ҹзҒ«иҠұж”ҫз”өгҖӮ
еңЁж”ҫз”өзҡ„еҫ®з»ҶйҖҡйҒ“дёӯзһ¬ж—¶йӣҶдёӯеӨ§йҮҸзҡ„зғӯиғҪпјҢжё©еәҰеҸҜй«ҳиҫҫдёҖдёҮж‘„ж°ҸеәҰд»ҘдёҠпјҢеҺӢеҠӣд№ҹжңүжҖҘеү§еҸҳеҢ–пјҢд»ҺиҖҢдҪҝиҝҷдёҖзӮ№е·ҘдҪңиЎЁйқўеұҖйғЁеҫ®йҮҸзҡ„йҮ‘еұһжқҗж–ҷз«ӢеҲ»зҶ”еҢ–гҖҒж°”еҢ–пјҢ并зҲҶзӮёејҸең°йЈһжә…еҲ°е·ҘдҪңж¶ІдёӯпјҢиҝ…йҖҹеҶ·еҮқпјҢеҪўжҲҗеӣәдҪ“зҡ„йҮ‘еұһеҫ®зІ’пјҢиў«е·ҘдҪңж¶ІеёҰиө°гҖӮиҝҷж—¶еңЁе·Ҙ件表йқўдёҠдҫҝз•ҷдёӢдёҖдёӘеҫ®е°Ҹзҡ„еҮ№еқ‘з—•иҝ№пјҢж”ҫз”өзҹӯжҡӮеҒңжӯҮпјҢдёӨз”өжһҒй—ҙе·ҘдҪңж¶ІжҒўеӨҚз»қзјҳзҠ¶жҖҒгҖӮ зҙ§жҺҘзқҖпјҢдёӢдёҖдёӘи„үеҶІз”өеҺӢеҸҲеңЁдёӨз”өжһҒзӣёеҜ№жҺҘиҝ‘зҡ„еҸҰдёҖзӮ№еӨ„еҮ»з©ҝпјҢдә§з”ҹзҒ«иҠұж”ҫз”өпјҢйҮҚеӨҚдёҠиҝ°иҝҮзЁӢгҖӮиҝҷж ·пјҢиҷҪ然жҜҸдёӘи„үеҶІж”ҫз”өиҡҖйҷӨзҡ„йҮ‘еұһйҮҸжһҒе°‘пјҢдҪҶеӣ жҜҸз§’жңүжҲҗеҚғдёҠдёҮж¬Ўи„үеҶІж”ҫз”өдҪңз”ЁпјҢе°ұиғҪиҡҖйҷӨиҫғеӨҡзҡ„йҮ‘еұһпјҢе…·жңүдёҖе®ҡзҡ„з”ҹдә§зҺҮгҖӮеңЁдҝқжҢҒе·Ҙе…·з”өжһҒдёҺе·Ҙ件д№Ӣй—ҙжҒ’е®ҡж”ҫз”өй—ҙйҡҷзҡ„жқЎд»¶дёӢпјҢдёҖиҫ№иҡҖйҷӨе·Ҙ件йҮ‘еұһпјҢдёҖиҫ№дҪҝе·Ҙе…·з”өжһҒдёҚж–ӯең°еҗ‘е·Ҙ件иҝӣз»ҷпјҢжңҖеҗҺдҫҝеҠ е·ҘеҮәдёҺе·Ҙе…·з”өжһҒеҪўзҠ¶зӣёеҜ№еә”зҡ„еҪўзҠ¶жқҘгҖӮеӣ жӯӨпјҢеҸӘиҰҒж”№еҸҳе·Ҙе…·з”өжһҒзҡ„еҪўзҠ¶е’Ңе·Ҙе…·з”өжһҒдёҺе·Ҙ件д№Ӣй—ҙзҡ„зӣёеҜ№иҝҗеҠЁж–№ејҸпјҢе°ұиғҪеҠ е·ҘеҮәеҗ„з§ҚеӨҚжқӮзҡ„еһӢйқўгҖӮ е·Ҙе…·з”өжһҒеёёз”ЁеҜјз”өжҖ§иүҜеҘҪгҖҒзҶ”зӮ№иҫғй«ҳгҖҒжҳ“еҠ е·Ҙзҡ„иҖҗз”өиҡҖжқҗж–ҷпјҢеҰӮй“ңгҖҒзҹіеўЁгҖҒй“ңй’ЁеҗҲйҮ‘е’Ңй’јзӯүгҖӮеңЁеҠ е·ҘиҝҮзЁӢдёӯпјҢе·Ҙе…·з”өжһҒд№ҹжңүжҚҹиҖ—пјҢдҪҶе°ҸдәҺе·Ҙ件йҮ‘еұһзҡ„иҡҖйҷӨйҮҸпјҢз”ҡиҮіжҺҘиҝ‘дәҺж— жҚҹиҖ—гҖӮе·ҘдҪңж¶ІдҪңдёәж”ҫз”өд»ӢиҙЁпјҢеңЁеҠ е·ҘиҝҮзЁӢдёӯиҝҳиө·зқҖеҶ·еҚҙгҖҒжҺ’еұ‘зӯүдҪңз”ЁгҖӮеёёз”Ёзҡ„е·ҘдҪңж¶ІжҳҜзІҳеәҰиҫғдҪҺгҖҒй—ӘзӮ№иҫғй«ҳгҖҒжҖ§иғҪзЁіе®ҡзҡ„д»ӢиҙЁпјҢеҰӮз…ӨжІ№гҖҒеҺ»зҰ»еӯҗж°ҙе’Ңд№іеҢ–ж¶ІзӯүгҖӮ жҢүз…§е·Ҙе…·з”өжһҒзҡ„еҪўејҸеҸҠе…¶дёҺе·Ҙ件д№Ӣй—ҙзӣёеҜ№иҝҗеҠЁзҡ„зү№еҫҒпјҢеҸҜе°Ҷз”өзҒ«иҠұеҠ е·Ҙж–№ејҸеҲҶдёәдә”зұ»пјҡеҲ©з”ЁжҲҗеһӢе·Ҙе…·з”өжһҒпјҢзӣёеҜ№е·Ҙ件дҪңз®ҖеҚ•иҝӣз»ҷиҝҗеҠЁзҡ„з”өзҒ«иҠұжҲҗеҪўеҠ е·ҘпјӣеҲ©з”ЁиҪҙеҗ‘移еҠЁзҡ„йҮ‘еұһдёқдҪңе·Ҙе…·з”өжһҒпјҢе·Ҙ件жҢүжүҖйңҖеҪўзҠ¶е’Ңе°әеҜёдҪңиҪЁиҝ№иҝҗеҠЁпјҢд»ҘеҲҮеүІеҜјз”өжқҗж–ҷзҡ„з”өзҒ«иҠұзәҝеҲҮеүІеҠ е·ҘпјӣеҲ©з”ЁйҮ‘еұһдёқжҲ–жҲҗеҪўеҜјз”өзЈЁиҪ®дҪңе·Ҙе…·з”өжһҒпјҢиҝӣиЎҢе°Ҹеӯ”зЈЁеүҠжҲ–жҲҗеҪўзЈЁеүҠзҡ„з”өзҒ«иҠұзЈЁеүҠпјӣз”ЁдәҺеҠ е·Ҙиһәзә№зҺҜ规гҖҒиһәзә№еЎһ规гҖҒйҪҝиҪ®зӯүзҡ„з”өзҒ«иҠұе…ұиҪӯеӣһиҪ¬еҠ е·Ҙпјӣе°Ҹеӯ”еҠ е·ҘгҖҒеҲ»еҚ°гҖҒиЎЁйқўеҗҲйҮ‘еҢ–гҖҒиЎЁйқўејәеҢ–зӯүе…¶д»–з§Қзұ»зҡ„еҠ е·ҘгҖӮ з”өзҒ«иҠұеҠ е·ҘиғҪеҠ е·Ҙжҷ®йҖҡеҲҮеүҠеҠ е·Ҙж–№жі•йҡҫд»ҘеҲҮеүҠзҡ„жқҗж–ҷе’ҢеӨҚжқӮеҪўзҠ¶е·Ҙ件пјӣеҠ е·Ҙж—¶ж— еҲҮеүҠеҠӣпјӣдёҚдә§з”ҹжҜӣеҲәе’ҢеҲҖз—•жІҹзә№зӯүзјәйҷ·пјӣе·Ҙе…·з”өжһҒжқҗж–ҷж— йЎ»жҜ”е·Ҙ件жқҗж–ҷзЎ¬пјӣзӣҙжҺҘдҪҝз”Ёз”өиғҪеҠ е·ҘпјҢдҫҝдәҺе®һзҺ°иҮӘеҠЁеҢ–пјӣеҠ е·ҘеҗҺиЎЁйқўдә§з”ҹеҸҳиҙЁеұӮпјҢеңЁжҹҗдәӣеә”з”ЁдёӯйЎ»иҝӣдёҖжӯҘеҺ»йҷӨпјӣе·ҘдҪңж¶Ізҡ„еҮҖеҢ–е’ҢеҠ е·Ҙдёӯдә§з”ҹзҡ„зғҹйӣҫжұЎжҹ“еӨ„зҗҶжҜ”иҫғйә»зғҰгҖӮ
|




