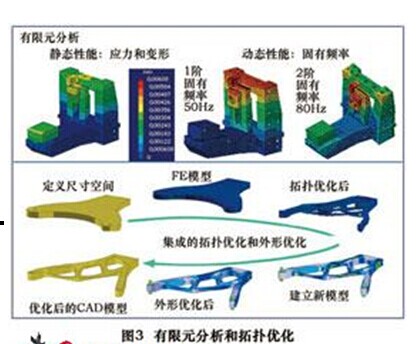
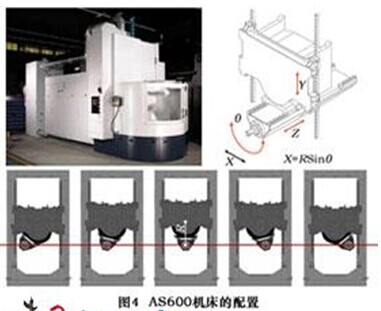
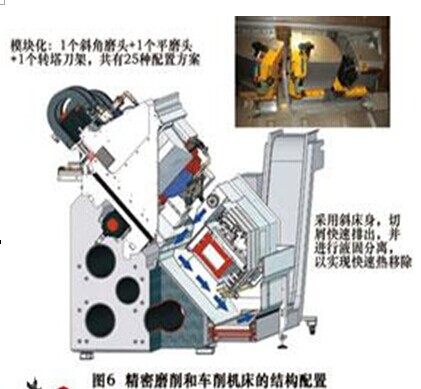
1 з»“жһ„й…ҚзҪ®жҳҜжңәеәҠдә§е“ҒеҲӣж–°зҡ„е…ій”®гҖҖгҖҖж•°жҺ§жңәеәҠзҡ„з»“жһ„зү№зӮ№жҳҜеңЁеәҠиә«гҖҒз«ӢжҹұжҲ–жЎҶжһ¶зӯүеҹәзЎҖйғЁд»¶дёҠй…ҚзҪ®иҝҗеҠЁйғЁд»¶пјҢеңЁзЁӢеәҸзҡ„жҺ§еҲ¶дёӢдҪҝе·Ҙ件дёҺеҲҖе…·дә§з”ҹзӣёеҜ№иҝҗеҠЁиҖҢе®һзҺ°еҠ е·ҘиҝҮзЁӢгҖӮжңәеәҠз»“жһ„й…ҚзҪ®жҳҜ规еҲ’е®һзҺ°жүҖйңҖзҡ„иҝҗеҠЁзҡ„жҖ»дҪ“еёғеұҖи®ҫи®ЎпјҢдәӢе…ідә§е“Ғзҡ„жҲҗиҙҘпјҢжҳҜжңәеәҠдјҒдёҡдә§е“ҒејҖеҸ‘йғЁй—Ёж ёеҝғзҡ„е·ҘдҪңпјҢд№ҹжҳҜжңәеәҠдә§е“ҒеҲӣж–°зҡ„е…ій”®гҖӮгҖҖгҖҖжҺЁеҠЁж•°жҺ§жңәеәҠеҸ‘еұ•зҡ„еҠӣйҮҸдё»иҰҒжқҘиҮӘд»ҘдёӢе®ўжҲ·йңҖжұӮпјҡв‘ жӣҙй«ҳзҡ„еҲҮеүҠйҖҹеәҰпјӣв‘Ўжӣҙй«ҳзҡ„з”ҹдә§ж•ҲзҺҮпјӣв‘ўжӣҙеӨ§зҡ„е·ҘиүәиҢғеӣҙгҖӮиҝҮеҺ»иҝҷж–№йқўзҡ„иҝӣеұ•дё»иҰҒеҫ—зӣҠдәҺз”өдё»иҪҙгҖҒзәҝжҖ§еҜјиҪЁгҖҒдјәжңҚй©ұеҠЁиЈ…зҪ®зӯүеҠҹиғҪйғЁд»¶зҡ„жҖ§иғҪж”№иҝӣгҖӮдҪҶиҰҒиҝӣдёҖжӯҘжҸҗй«ҳжңәеәҠзҡ„жҖ§иғҪпјҢзү№еҲ«жҳҜй«ҳз«Ҝж•°жҺ§жңәеәҠзҡ„и®ҫи®ЎпјҢеҝ…йЎ»д»ҺжңәеәҠзҡ„иҝҗеҠЁз»„еҗҲе’Ңз»“жһ„й…ҚзҪ®е…ҘжүӢгҖӮжңәеәҠз»“жһ„зҡ„й…ҚзҪ®еҗҲзҗҶдёҺеҗҰеҶіе®ҡдәҶжңәеәҠзҡ„жҖ»дҪ“жҖ§иғҪпјҢжҲҗдёәжңәеәҠж–°дә§е“Ғзҡ„дё»иҰҒзү№еҫҒгҖӮгҖҖгҖҖ2 жңәеәҠз»“жһ„й…ҚзҪ®зҡ„еҺҹеҲҷгҖҖгҖҖеҜ№жңәеәҠз»“жһ„й…ҚзҪ®зҡ„иҰҒжұӮжҳҜе®һзҺ°жүҝиҪҪе·Ҙ件е’ҢеҲҖе…·зҡ„йғЁд»¶еңЁ3дёӘеқҗж ҮиҪҙдёҠзҡ„移еҠЁLе’Ңд»ҘеҸҠ3дёӘз»•иҪҙзәҝзҡ„иҪ¬еҠЁRгҖӮеҒҮе®ҡдј еҠЁй“ҫд»Һе·Ҙ件ејҖе§ӢеҲ°еҲҖе…·дёәжӯўпјҢ6дёӘиҮӘз”ұеәҰзҡ„иҝҗеҠЁз»„еҗҲеҸҜиғҪжңүи®ёеӨҡз§Қж–№жЎҲгҖӮдҪҶжҳҜпјҢиҖғиҷ‘еҲ°з»“жһ„й…ҚзҪ®зҡ„еҗҲзҗҶжҖ§д»ҘеҸҠж•°жҺ§иҪҙж•°дёҖиҲ¬дёҚдјҡи¶…иҝҮ5дёӘиҪҙпјҢе®һйҷ…иҺ·еҫ—еә”з”Ёд»…жңүеҚҒдҪҷз§ҚгҖӮдҫӢеҰӮпјҢд»ҺиҝҗеҠЁй“ҫзҡ„и§’еәҰпјҢ5иҪҙеҠ е·ҘдёӯеҝғжңҖеёёи§Ғзҡ„иҝҗеҠЁз»„еҗҲе’Ңз»“жһ„й…ҚзҪ®еҸӘжңү3з§ҚпјҢеҰӮеӣҫ1жүҖзӨәгҖӮжңәеәҠз»“жһ„й…ҚзҪ®е’ҢиҝҗеҠЁз»„еҗҲзҡ„еҹәжң¬еҺҹеҲҷжҳҜпјҡ гҖҖгҖҖпјҲ1пјүиҪ»йҮҸеҢ–еҺҹеҲҷгҖӮ移еҠЁйғЁд»¶зҡ„иҙЁйҮҸе°ҪйҮҸе°ҸпјҲйҮҚйҮҸиҪ»пјүпјҢд»ҘеҮҸе°ҸжүҖйңҖзҡ„й©ұеҠЁеҠҹзҺҮе’Ң移еҠЁж—¶жғҜжҖ§еҠӣзҡ„иҙҹйқўеҪұе“ҚгҖӮдҫӢеҰӮпјҢеӣҫ1aзҡ„е°ҶеӨ§еһӢе·Ҙ件е®үиЈ…еңЁеӣәе®ҡдёҚеҠЁзҡ„е·ҘдҪңеҸ°дёҠпјҢжүҖжңүиҝҗеҠЁйғҪз”ұеҲҖе…·дёҖж–№е®ҢжҲҗгҖӮгҖҖгҖҖпјҲ2пјүйҮҚеҝғй©ұеҠЁеҺҹеҲҷгҖӮ移еҠЁйғЁд»¶зҡ„й©ұеҠЁеҠӣе°ҪйҮҸеңЁйғЁд»¶зҡ„йҮҚеҝғиҪҙзәҝдёҠпјҢйҒҝе…ҚеҪўжҲҗжҲ–е°ҪйҮҸеҮҸе°ҸеҒҸиҪ¬еҠӣзҹ©гҖӮдҫӢеҰӮпјҢеӣҫ1aе’Ңеӣҫ1bжңәеәҠзҡ„жЁӘжўҒйғҪжҳҜз”ұдёӨдҫ§з«ӢжҹұдёҠж–№зҡ„й©ұеҠЁиЈ…зҪ®еҗҢжӯҘй©ұеҠЁпјҢеҪўжҲҗзҡ„еҗҲеҠӣеңЁдёӯй—ҙпјҢеӣҫ1cзҡ„XиҪҙе’ҢYиҪҙй…ҚзҪ®д№ҹйҒөеҫӘйҮҚеҝғй©ұеҠЁеҺҹеҲҷгҖӮгҖҖгҖҖпјҲ3пјүеҜ№з§°еҺҹеҲҷгҖӮжңәеәҠз»“жһ„е°ҪйҮҸе·ҰеҸіеҜ№з§°пјҢд»ҘеҮҸе°ҸзғӯеҸҳеҪўзҡ„дёҚеқҮеҢҖжҖ§е’ҢйҳІжӯўеҪўжҲҗйҷ„еҠ зҡ„еҒҸиҪ¬еҠӣзҹ©гҖӮгҖҖгҖҖпјҲ4пјүзҹӯжӮ¬дјёеҺҹеҲҷгҖӮе°ҪйҮҸзј©зҹӯжңәеәҠйғЁд»¶зҡ„жӮ¬дјёйҮҸпјҢжӮ¬дјёжүҖйҖ жҲҗзҡ„AbbeиҜҜе·®еҜ№жңәеәҠзҡ„еҲҡеәҰжҳҜйқһеёёжңүе®ізҡ„пјҢи§’еәҰеҸҳеҢ–еҫҖеҫҖиў«ж”ҫеӨ§дёәеҸҜи§Ӯзҡ„зәҝжҖ§иҜҜе·®гҖӮжӯӨеӨ–пјҢдё»иҪҙжӮ¬дјёйҮҸеҫҖеҫҖжҳҜеҸҳеҢ–зҡ„пјҢеӣ жӯӨе…¶еҲҡеәҰд№ҹжҳҜеҸҳж•°гҖӮгҖҖгҖҖпјҲ5пјүзҹӯи·Ҝеҫ„еҺҹеҲҷгҖӮд»ҺеҲҖе…·еҲ°е·Ҙ件з»ҸиҝҮз»“жһ„件и·ҜзЁӢе°ҪеҸҜиғҪзҹӯпјҢдҪҝзғӯдј йҖ’е’Ңз»“жһ„еј№жҖ§еҸҳеҪўеӣһи·ҜжңҖзҹӯпјҢеӣ иҖҢжңәеәҠе°ұе®№жҳ“иҫҫеҲ°зЁіе®ҡзҠ¶жҖҒгҖӮгҖҖгҖҖпјҲ6пјүе°Ғй—ӯеҺҹеҲҷгҖӮејҖзҺҜзҡ„CеһӢз»“жһ„й…ҚзҪ®зҡ„еҲҡеәҰжңҖе·®пјҢй—ӯзҺҜзҡ„йҫҷй—ЁејҸз»“жһ„й…ҚзҪ®еҲҡеәҰжңҖеӨ§гҖӮгҖҖгҖҖж №жҚ®д»ҘдёҠ6йЎ№еҹәжң¬еҺҹеҲҷпјҢжңәеәҠз»“жһ„еә”иҜҘеҲҡжҖ§еҘҪгҖҒйҮҚйҮҸиҪ»пјҢжӯӨеӨ–иҝҳиҰҒиҖғиҷ‘еҲ¶йҖ жҲҗжң¬гҖҒиЈ…й…Қзҡ„ж–№дҫҝжҖ§гҖҒе·ҘдҪңеҢәзҡ„еҸҜжҺҘиҝ‘жҖ§д»ҘеҸҠеҚ ең°йқўз§Ҝзӯүеӣ зҙ гҖӮгҖҖгҖҖжҜҸз§ҚиҝҗеҠЁз»„еҗҲеҸҜжңүдёҚеҗҢзҡ„з»“жһ„й…ҚзҪ®ж–№жЎҲгҖӮдҫӢеҰӮпјҢеҠЁжўҒйҫҷй—ЁејҸжңәеәҠе’ҢеҠЁжҹұйҫҷй—ЁејҸжңәеәҠйғҪеұһдәҺLLLRRиҝҗеҠЁз»„еҗҲпјҢиҖҢRRLLLиҝҗеҠЁз»„еҗҲеҢ…жӢ¬ACеҸҢиҪ¬еҸ°е’ҢBCеҸҢиҪ¬еҸ°пјҢиҪҰй“ЈеӨҚеҗҲеҠ е·Ҙе’Ңй“ЈиҪҰеӨҚеҗҲеҠ е·ҘйғҪеҪ’еұһдәҺRLLLRиҝҗеҠЁз»„еҗҲгҖӮгҖҖгҖҖ3 жңәеәҠз»“жһ„зҡ„дјҳеҢ–е’Ңжқҗж–ҷйҖүжӢ©гҖҖгҖҖ3.1 иҪ»йҮҸеҢ–гҖҖгҖҖжңәеәҠз»“жһ„件зҡ„дјҳеҢ–зӣ®ж ҮжҳҜеңЁдҝқиҜҒжңәеәҠйқҷжҖҒе’ҢеҠЁжҖҒжҖ§иғҪзҡ„еүҚжҸҗдёӢдҪҝ移еҠЁйғЁд»¶иҪ»йҮҸеҢ–гҖӮдј з»ҹзҡ„и®ҫи®Ўи§ӮеҝөжҳҜжңәеәҠеҲҡеәҰи¶ҠеӨ§и¶ҠеҘҪпјҢзҺ°д»Јзҡ„и®ҫи®Ўи§ӮеҝөжҳҜиҙЁйҮҸи¶ҠиҪ»и¶ҠеҘҪгҖӮ移еҠЁйғЁд»¶иҙЁйҮҸиҪ»пјҢдёҚд»…еҸҜд»ҘжҸҗй«ҳжңәеәҠзҡ„еҠЁжҖҒжҖ§иғҪпјҢжӣҙеҠ йҮҚиҰҒзҡ„жҳҜеҮҸе°Ҹй©ұеҠЁеҠҹзҺҮпјҢе®һзҺ°иҠӮиғҪзңҒжқҗпјҢиҫҫеҲ°зҺҜеўғеҸӢеҘҪзҡ„зӣ®зҡ„гҖӮеҰӮдҪ•дҝқиҜҒжңәеәҠзҡ„еҲҡеәҰпјҢдј з»ҹзҡ„и§ӮзӮ№жҳҜеҠ еӨ§з»“жһ„件зҡ„еЈҒеҺҡгҖӮеЈҒеҺҡдёҺйҮҚйҮҸжҳҜз«Ӣж–№е…ізі»пјҢеЈҒеҺҡдёҺеҲҡеәҰжҳҜзәҝжҖ§е…ізі»гҖӮжӣҙеҠ дё»иҰҒзҡ„жҢҮж ҮжҳҜеҲҡеәҰиҙЁйҮҸжҜ”гҖӮйҡҸзқҖеЈҒеҺҡзҡ„еўһеҠ пјҢеҲҡеәҰиҙЁйҮҸжҜ”йҡҸд№ӢйҷҚдҪҺпјҢжқҗж–ҷзҡ„жңүж•ҲеҲ©з”Ёи¶Ҡе·®гҖӮжңәеәҠз»“жһ„件и®ҫи®Ўзҡ„жҲҗеҠҹе…ій”®еңЁдәҺз»“жһ„件зҡ„еҪўзҠ¶е’ҢзӯӢжқҝзҡ„еҗҲзҗҶеёғзҪ®пјҢеңЁиҪ»йҮҸеҢ–зҡ„еҗҢж—¶пјҢе®һзҺ°й«ҳеҲҡеәҰе’Ңй«ҳеҲҡеәҰиҙЁйҮҸжҜ”гҖӮгҖҖгҖҖдҫӢеҰӮпјҢз®ұдёӯз®ұз»“жһ„пјҲеӣҫ2пјүжҳҜжңәеәҠз»“жһ„й…ҚзҪ®зҡ„йҮҚиҰҒеҸ‘еұ•гҖӮе®ғзҡ„зү№зӮ№жҳҜйҮҮз”ЁжЎҶжһ¶ејҸзҡ„з®ұеҪўз»“жһ„пјҢе°ҶдёҖдёӘ移еҠЁйғЁд»¶еөҢе…ҘеҸҰдёҖдёӘйғЁд»¶зҡ„е°Ғй—ӯжЎҶжһ¶з®ұдёӯпјҢд»ҺиҖҢиҫҫеҲ°жҸҗй«ҳеҲҡеәҰгҖҒеҮҸиҪ»з§»еҠЁйғЁд»¶иҙЁйҮҸзҡ„зӣ®зҡ„гҖӮ гҖҖ3.2 е»әжЁЎгҖҒд»ҝзңҹе’ҢдјҳеҢ–гҖҖгҖҖеңЁCADе®һдҪ“жЁЎеһӢзҡ„еҹәзЎҖдёҠпјҢеҸҜд»Ҙе»әз«Ӣжңүйҷҗе…ғжЁЎеһӢпјҢеҖҹеҠ©ж•°еӯ—ж–№жі•зЎ®е®ҡжңәеәҠз»“жһ„зҡ„жҖ§иғҪпјҢйҖҡиҝҮзәҝжҖ§ж–№зЁӢжұӮи§ЈжңәеәҠж•ҙжңәеҸҠе…¶з»“жһ„件еңЁиҪҪиҚ·дёӢзҡ„е“Қеә”гҖӮиҪҪиҚ·зҡ„еҪўејҸеҸҜд»ҘжҳҜйҮҚеҠӣгҖҒеҲҮеүҠеҠӣгҖҒеҠ йҖҹеәҰе’ҢзғӯйҮҸпјҢиҪҪиҚ·жҳҜз»ҷе®ҡзҡ„иҫ№з•ҢжқЎд»¶гҖӮиҪҪиҚ·дә§з”ҹзҡ„з»“жһңиҜёеҰӮеҸҳеҪўе’Ңеә”еҠӣзҡ„еӨ§е°ҸгҖҒеӣәжңүйў‘зҺҮе’Ңжё©еҚҮзҡ„й«ҳдҪҺзӯүгҖӮеҖҹеҠ©жңүйҷҗе…ғеҲҶжһҗе’Ңд»ҝзңҹиҺ·еҫ—зҡ„з»“жһңеҸҜд»Ҙйў„жөӢжңәеәҠзҡ„йқҷжҖҒе’ҢеҠЁжҖҒжҖ§иғҪпјҢз”ЁдәҺж”№иҝӣжңәеәҠзҡ„и®ҫи®ЎгҖӮгҖҖгҖҖжӢ“жү‘дјҳеҢ–жҳҜдёҖз§Қж–°зҡ„жңәеәҠз»“жһ„件дјҳеҢ–ж–№жі•пјҢе…¶зӣ®ж ҮжҳҜеҜ»жүҫжүҝеҸ—еҚ•иҪҪиҚ·жҲ–еӨҡиҪҪиҚ·з»“жһ„件зҡ„жңҖдҪіжқҗж–ҷеҲҶй…Қж–№жЎҲгҖӮеңЁз»ҷе®ҡзҡ„и®ҫи®Ўз©әй—ҙдёӯпјҢж №жҚ®жҢҮе®ҡзҡ„еҠ иҪҪе’Ңиҫ№з•ҢжқЎд»¶и®Ўз®—еҮәжңҖдҪіи®ҫи®Ўж–№жЎҲпјҢдҫӢеҰӮпјҡв‘ еҲҡеәҰдёҚеҸҳеүҚжҸҗдёӢдҪ“з§ҜжңҖе°ҸеҢ–пјҢеҮҸиҪ»йҮҚйҮҸпјӣв‘ЎдҪ“з§ҜдёҚеҸҳеүҚжҸҗдёӢеҲҡеәҰжңҖеӨ§еҢ–пјҢеҮҸе°ҸеҸҳеҪўпјӣв‘ўдҪ“з§ҜдёҚеҸҳпјҢ第дёҖеӣәжңүйў‘зҺҮжңҖеӨ§еҢ–пјҢжҸҗй«ҳеҠЁжҖҒжҖ§иғҪгҖӮгҖҖгҖҖжӢ“жү‘дјҳеҢ–еҗҺзҡ„з»“жһ„件йҖҡеёёеӨ–еҪўеҸӨжҖӘпјҢдёҚзҫҺи§ӮгҖҒд№ҹж— жі•еҠ е·ҘпјҢйңҖиҰҒиҝӣиЎҢеӨ–еҪўдјҳеҢ–пјҢд»ҘжҸҗй«ҳж»Ўи¶іеҠ е·Ҙе·ҘиүәиҰҒжұӮе’Ңз»“жһ„еҜ№з§°зҡ„зЁӢеәҰпјҢеҗҢж—¶еҮҸе°Ҹеә”еҠӣйӣҶдёӯпјҢж”№е–„з»“жһ„件зҡ„еҠЁжҖҒзҡ„иҖҗз–ІеҠіжҖ§гҖӮгҖҖгҖҖжңүйҷҗе…ғеҲҶжһҗе’ҢжӢ“жү‘дјҳеҢ–зҡ„жЎҲдҫӢеҰӮеӣҫ3жүҖзӨәгҖӮ гҖҖгҖҖи®ҫи®ЎдјҳеҢ–жҳҜдёҖдёӘеҸҚеӨҚзҡ„иҝҮзЁӢпјҢд»ҺжҰӮеҝөи®ҫи®ЎејҖе§ӢпјҢеңЁдёҚеҗҢзҡ„и®ҫи®Ўйҳ¶ж®өпјҢйғҪйңҖиҰҒеҖҹеҠ©зӣёеә”иҪҜ件еҜ№жңәеәҠз»“жһ„иҝӣиЎҢеҸҚеӨҚдјҳеҢ–пјҢжүҚиғҪеӨҹдҝқиҜҒжүҖи®ҫи®ЎжңәеәҠзҡ„жҖ§иғҪгҖӮгҖҖгҖҖ3.3 жңәеәҠз»“жһ„件зҡ„жқҗж–ҷгҖҖгҖҖдёәдәҶе®һзҺ°й«ҳзІҫеәҰгҖҒй«ҳз”ҹдә§зҺҮе’Ңз”ҹжҖҒеҸӢеҘҪжңәеәҠзҡ„зӣ®ж ҮпјҢеңЁи®ҫи®Ўе’ҢдјҳеҢ–жңәеәҠз»“жһ„件时еҝ…йЎ»е…іжіЁжқҗж–ҷзҡ„жӯЈзЎ®йҖүз”ЁгҖӮжқҗж–ҷеҜ№жңәеәҠзҡ„移еҠЁиҙЁйҮҸгҖҒжғҜжҖ§зҹ©гҖҒйқҷжҖҒе’ҢеҠЁжҖҒеҲҡеәҰгҖҒеӣәжңүйў‘зҺҮе’ҢзғӯжҖ§иғҪйғҪжңүеҫҲеӨ§зҡ„еҪұе“ҚгҖӮгҖҖгҖҖзӣ®еүҚжңәеәҠз»“жһ„件е№ҝжіӣйҮҮз”Ёзҡ„жқҗж–ҷжҳҜй“ёй“Ғе’Ңй’ўпјҢдёӨиҖ…йғҪе…·жңүиүҜеҘҪзҡ„еҲҡеәҰиҙЁйҮҸжҜ”е’Ңе“ҒиҙЁд»·ж јжҜ”гҖӮдҪҶжҳҜеңЁжҹҗдәӣжғ…еҶөдёӢйңҖиҰҒйҖүз”Ёж–°зҡ„жқҗж–ҷжүҚиғҪеӨҹиҝӣдёҖжӯҘж»Ўи¶іжңәеәҠй«ҳжҖ§иғҪзҡ„иҰҒжұӮгҖӮдҫӢеҰӮпјҡв‘ ж ‘и„Ӯж··еҮқеңҹжҲ–зҹҝзү©й“ёд»¶пјҢйҳ»е°јзі»ж•°еӨ§пјҢз”ЁдәҺжңәеәҠеәҠиә«зӯүеӣәе®ҡз»“жһ„件пјӣв‘ЎеӨ§зҗҶзҹіпјҢйҳ»е°јзі»ж•°еӨ§пјҢзғӯзЁіе®ҡжҖ§й«ҳпјҢз”ЁдәҺи¶…зІҫеҜҶжңәеәҠеәҠиә«пјӣв‘ўзўізҙ зәӨз»ҙпјҢиҙЁйҮҸиҪ»пјҢејәеәҰй«ҳпјҢз”ЁдәҺй«ҳйҖҹ移еҠЁз»“жһ„件пјӣв‘Јж··еҗҲжқҗж–ҷпјҢеңЁй’ўз„ҠжҺҘз»“жһ„еҶ…е……еЎ«ж ‘и„Ӯж··еҮқеңҹпјҢд»ҘжҸҗй«ҳйҳ»е°јзӯүгҖӮеҜ№жңәеәҠзҡ„жҖ§иғҪжңүиҫғеӨ§еҪұе“Қзҡ„жқҗж–ҷдё»иҰҒзү©зҗҶжҖ§иғҪжҳҜпјҡгҖҖгҖҖжқЁж°ҸжЁЎж•°EпјҡжқЁж°ҸжЁЎж•°зҡ„ж•°еҖјеҜ№жңәеәҠзҡ„йқҷжҖҒе’ҢеҠЁжҖҒеҲҡеәҰйғҪжңүжӯЈйқўзҡ„еҪұе“ҚгҖӮгҖҖгҖҖжіҠжқҫжҜ”ОҪе’ҢеүӘеҲҮжЁЎйҮҸGпјҡиҝҷдёӨдёӘж•°еҖјеҜ№жңәеәҠжүӯиҪ¬еҲҡеәҰжңүжӯЈйқўзҡ„еҪұе“ҚгҖӮгҖҖгҖҖеҜҶеәҰПҒпјҡдҪҺеҜҶеәҰзҡ„移еҠЁз»“жһ„件еҜ№жңәеәҠеҠЁжҖҒжҖ§иғҪжңүеҲ©пјҢиҖҢй«ҳеҜҶеәҰзҡ„жқҗж–ҷйҖӮз”ЁдәҺиҜёеҰӮеәҠиә«гҖҒеә•еә§зӯүеӣәе®ҡзҡ„з»“жһ„件гҖӮгҖҖгҖҖзғӯиҶЁиғҖзі»ж•°Оұпјҡж•°еҖји¶ҠеӨ§еҜ№жңәеәҠи¶ҠдёҚеҲ©гҖӮгҖҖгҖҖзғӯе®№йҮҸCпјҡз»“жһ„件зҡ„зғӯе®№йҮҸеӨ§пјҢдҪҝжңәеәҠеҜ№зҺҜеўғжё©еәҰеҸҳеҢ–дёҚж•Ҹж„ҹпјҢдҪҶеҗҢж—¶ж„Ҹе‘ізқҖжңәеәҠеҗҜеҠЁеҗҺиҫғй•ҝж—¶й—ҙжүҚиғҪиҫҫеҲ°зғӯзЁіе®ҡзҠ¶жҖҒгҖӮгҖҖгҖҖзғӯеҜјзҺҮОәпјҡзғӯеҜјзҺҮй«ҳдҪҝжңәеәҠиҫғеҝ«иҫҫеҲ°зғӯеқҮеҢҖзҠ¶жҖҒпјҢйҒҝе…ҚеұҖйғЁжҲ–дёҚеҜ№з§°жүӯжӣІгҖӮдҪҶеҸ‘з”өеҠЁжңәгҖҒиҪҙжүҝзӯүеҸ‘зғӯеҷЁд»¶зҡ„зғӯйҮҸд№ҹеҫҲеҝ«дј з»ҷз»“жһ„件пјҢйҖ жҲҗзғӯеҸҳеҪўгҖӮгҖҖгҖҖжқҗж–ҷе’Ңз»“жһ„зҡ„йҳ»е°јпјҡй«ҳйҳ»е°јеҜ№жңәеәҠеҠЁжҖҒжҖ§иғҪжңүжӯЈйқўзҡ„еҪұе“ҚпјҢеҸҜжҠ‘еҲ¶жҢҜеҠЁдә§з”ҹгҖӮгҖҖгҖҖ4 жңәеәҠз»“жһ„й…ҚзҪ®зҡ„еҲӣж–°жЎҲдҫӢгҖҖгҖҖ4.1 йӣ¶жңәжў°дј еҠЁзҡ„жңәеәҠз»“жһ„й…ҚзҪ®гҖҖгҖҖеҫ·еӣҪAlfingе…¬еҸёзҡ„AS600жңәеәҠйҮҮз”ЁжЁЎеқ—еҢ–й…ҚзҪ®е’Ңйӣ¶жңәжў°дј еҠЁзҡ„з»“жһ„пјҢжңәеәҠз”ұ4еӨ§жЁЎеқ—з»„жҲҗпјҡв‘ еә•еә§е’Ңз«Ӣжҹұпјӣв‘ЎеӣһиҪ¬е·ҘдҪңеҸ°пјӣв‘ўжүҳжқҝдәӨжҚўиЈ…зҪ®пјӣв‘ЈеҲҖе…·дәӨжҚўиЈ…зҪ®гҖӮе…¶дёӯе®ҢжҲҗз¬ӣеҚЎе°”еқҗж ҮXгҖҒYгҖҒZ移еҠЁзҡ„и®ҫи®ЎйўҮе…·зӢ¬зү№еҲӣж–°д№ӢеӨ„пјҢеҰӮеӣҫ4жүҖзӨәгҖӮ гҖҖгҖҖд»ҺеӣҫдёӯеҸҜи§ҒпјҢеңЁе°Ғй—ӯжЎҶжһ¶зҡ„з«Ӣжҹұдёӯй…ҚзҪ®дёҠдёӢ移еҠЁзҡ„ж»‘еә§пјҢе®һзҺ°YиҪҙиҝҗеҠЁпјҢж»‘еә§дёӢж–№зҡ„дё»иҪҙж»‘жһ•еҸҜдјёзј©пјҢе®һзҺ°ZиҪҙиҝҗеҠЁгҖӮдҪҶжҳҜXиҪҙдҪҚ移зҡ„е®һзҺ°дёҺдј з»ҹж–№жі•е®Ңе…ЁдёҚдёҖж ·пјҢжҳҜиҷҡжӢҹзҡ„пјҢдёҚжҳҜз”ұйғЁд»¶зҡ„еҸ еҠ 移еҠЁжқҘе®һзҺ°пјҢиҖҢжҳҜз”ұYиҪҙе’Ңдё»иҪҙж»‘жһ•з»•ж»‘еә§дёӯеҝғзҡ„иҪ¬и§’зӣёдә’й…ҚеҗҲжқҘе®һзҺ°пјҢX=RsinОёпјҢе…¶жңҖеӨ§иЎҢзЁӢдёә650 mmпјҢзј–зЁӢж–№жі•дёҺдј з»ҹзҡ„з¬ӣеҚЎе°”еқҗж ҮжІЎжңүеҢәеҲ«гҖӮгҖҖгҖҖдё»иҪҙйҮҮз”ЁеҗҢжӯҘз”өдё»иҪҙпјҢдё»иҪҙж»‘жһ•зҡ„еҒҸиҪ¬з”ұеӨ§еҠҹзҺҮеҠӣзҹ©з”өеҠЁжңәй©ұеҠЁпјҢд»ҘдҝқиҜҒжүҖйңҖзҡ„иҫ“еҮәеҠҹзҺҮе’ҢеҠ йҖҹеәҰгҖӮиҝҷз§Қдё“еҲ©и®ҫи®Ўзҡ„дјҳзӮ№жҳҜз»“жһ„зҙ§еҮ‘гҖҒеҚ ең°йқўз§Ҝе°ҸгҖӮгҖҖгҖҖAS600жңәеәҠеҗҢж—¶иҖғиҷ‘йҖҹеәҰе’ҢзІҫеәҰгҖӮжүҖжңүзӣҙзәҝе’ҢеӣһиҪ¬иҝҗеҠЁе…ЁйғЁйҮҮз”ЁзӣҙжҺҘй©ұеҠЁпјҢе®һзҺ°вҖңйӣ¶вҖқжңәжў°дј еҠЁгҖӮзӣҙжҺҘй©ұеҠЁзҡ„еҠЁжҖҒжҖ§иғҪеҘҪпјҢжІЎжңүеҷӘеЈ°е’ҢзЈЁжҚҹйқһеёёе°ҸгҖӮе…¶XгҖҒYгҖҒZиҪҙзҡ„еҝ«йҖҹ移еҠЁйҖҹеәҰдёә120 m/minпјҢеҠ йҖҹеәҰеҲҶеҲ«дёә15 m/s2гҖҒ15 m/s2е’Ң20 m/s2гҖӮгҖҖгҖҖдёәдәҶдҝқиҜҒеңЁй«ҳйҖҹиҝҗеҠЁдёӢзҡ„еҠЁжҖҒжҖ§иғҪпјҢжңәеәҠз«ӢжҹұжЎҶжһ¶е’ҢеәҠиә«з»“жһ„зҡ„жҠ—жҢҜиғҪеҠӣеҫҲй«ҳгҖӮеәҠиә«зҡ„еҶ…иҠҜжөҮзҒҢдәҶдёҖз§Қз§°дёәHydroPolзҡ„ж— ж”¶зј©ж··еҮқеңҹе’Ңй’ўзҡ„ж··еҗҲжқҗж–ҷпјҢд»ҘдҝқиҜҒеҚ“и¶Ҡзҡ„йқҷжҖҒе’ҢеҠЁжҖҒеҲҡеәҰгҖӮ гҖҖ4.2 еҖ’зҪ®е’ҢжӯЈзҪ®еӨҚеҗҲй…ҚзҪ®зҡ„жңәеәҠгҖҖгҖҖMAGиҮӘеҠЁеҢ–йӣҶеӣўж——дёӢзҡ„Hessappе…¬еҸёжҺЁеҮәDVTзі»еҲ—еҖ’зҪ®е’ҢжӯЈзҪ®еӨҚеҗҲй…ҚзҪ®зҡ„з«ӢејҸиҪҰеәҠпјҢжңү8з§ҚеһӢеҸ·пјҢжңҖеӨ§еҠ е·Ҙзӣҙеҫ„д»Һ250 mmеҲ°750 mmпјҢе…¶з»“жһ„й…ҚзҪ®еҪўејҸеҰӮеӣҫ5жүҖзӨәгҖӮ гҖҖгҖҖеҖ’зҪ®ејҸеҠ е·ҘжҳҜзј©зҹӯиҫ…еҠ©ж—¶й—ҙгҖҒжҸҗй«ҳз”ҹдә§йҖҹеәҰзҡ„ж–°еһӢжңәеәҠз»“жһ„й…ҚзҪ®гҖӮдј з»ҹжӯЈзҪ®зҡ„з«ӢејҸиҪҰеүҠж–№ејҸжҳҜе·Ҙ件装еӨ№еңЁеӣһиҪ¬дё»иҪҙ(е·ҘдҪңеҸ°)дёҠпјҢе®һзҺ°дё»иҝҗеҠЁпјҢеҲҖе…·еӨ№жҢҒеңЁеҲҖжһ¶дёҠпјҢд»ҺдёҠйғЁжҲ–дҫ§йқўе®һзҺ°дёӨдёӘж–№еҗ‘зҡ„иҝӣз»ҷпјҢиҝӣиЎҢз«Ҝйқўе’ҢеӨ–еңҶзҡ„еҠ е·ҘгҖӮеҖ’зҪ®ејҸеҠ е·ҘеҸҚе…¶йҒ“иҖҢиЎҢд№ӢпјҢе·Ҙ件装еӨ№еңЁдё»иҪҙдёҠпјҢд»ҺдёҠйқўз§»еҗ‘еҲҖ具并е®ҢжҲҗдёӨдёӘж–№еҗ‘иҝӣз»ҷгҖӮгҖҖгҖҖд»Һеӣҫ5еҸҜи§ҒпјҢеңЁDVTзі»еҲ—жңәеәҠзҡ„ж–ңеәҠиә«дёҠпјҢдёӨдҫ§жңүдјәжңҚз”өеҠЁжңәйҖҡиҝҮж»ҡзҸ дёқжқ й©ұеҠЁзҡ„е·ҰеҸідёӨдёӘ移еҠЁз«Ӣжҹұж»‘жһ•пјҢеҲҶеҲ«е®һзҺ°X1иҪҙе’ҢX2иҪҙд»ҘеҸҠZ1е’ҢZ2иҪҙзҡ„еҝ«йҖҹ移еҠЁе’Ңиҝӣз»ҷгҖӮе·Ұиҫ№жҳҜеҖ’зҪ®еҠ е·ҘпјҢдё»иҪҙеңЁдёҠж–№пјӣеҸіиҫ№дёәжӯЈзҪ®еҠ е·ҘпјҢдё»иҪҙеңЁдёӢж–№гҖӮеңЁе·ҰеҸіз«ӢжҹұдёҠзҡ„е·Ҙ件主иҪҙжҲ–иҪ¬еЎ”еҲҖжһ¶еҸҜдҪңXиҪҙе’ҢZиҪҙж–№еҗ‘зҡ„еҝ«йҖҹ移еҠЁе’Ңиҝӣз»ҷгҖӮз”ұдәҺдёҖжӯЈдёҖеҖ’пјҢж— йңҖе°Ҷе·Ҙ件еҸҚиҪ¬е°ұеҸҜд»ҘеҠ е·Ҙе·Ҙ件зҡ„дёӨз«ҜпјҢжҸҗй«ҳдәҶеҠ е·ҘзІҫеәҰпјҢеҖ’зҪ®зҡ„дё»иҪҙе…јдҪңиЈ…еҚёе·Ҙ件зҡ„жңәжў°жүӢпјҢеҠ е·Ҙе®ҢжҜ•зҡ„е·Ҙ件з”ұжңәжў°еӨ№зҲӘж”ҫзҪ®еҲ°жңәеәҠеҸідҫ§зҡ„дј йҖҒеёҰдёҠпјҢдёҺжҜӣеқҜдёҚдјҡж··ж·ҶгҖӮгҖҖгҖҖеҖ’зҪ®еҠ е·Ҙж—¶пјҢз”ұдәҺиҝӣз»ҷиҝҗеҠЁз”ұеӨ№жҢҒе·Ҙ件зҡ„дё»иҪҙжқҘе®ҢжҲҗпјҢеңЁдё»иҪҙзҡ„еҸідҫ§еҸҜй…ҚзҪ®еӣәе®ҡдёҚ移еҠЁзҡ„иҪ¬еЎ”еҲҖжһ¶гҖӮжӯЈзҪ®еҠ е·Ҙж—¶пјҢиҪ¬еЎ”еҲҖжһ¶й…ҚзҪ®еңЁз«Ӣжҹұзҡ„ж»‘еә§дёҠпјҢе®һзҺ°иҝӣз»ҷиҝҗеҠЁпјҢеӣәе®ҡеңЁжңәеәҠеҸіеүҚж–№зҡ„дё»иҪҙд»…жҸҗдҫӣеҲҮеүҠеҠҹзҺҮгҖӮжӯӨеӨ–пјҢз”ұдәҺе·Ҙ件еӨ№жҢҒеңЁдё»иҪҙдёҠпјҢеҠ е·ҘиҝҮзЁӢдёӯдә§з”ҹзҡ„еҲҮеұ‘е’ҢеҶ·еҚҙж¶Із«ӢеҲ»еқ иҗҪеңЁж”¶йӣҶеҷЁеҶ…пјҢжңүеҲ©дәҺдҝқиҜҒеҠ е·ҘзІҫеәҰе’ҢзғӯйҮҸ移йҷӨгҖӮгҖҖгҖҖжЁӘз©ҝжңәеәҠдёӯйғЁе’ҢеҸідҫ§й…ҚзҪ®жңүдјёзј©жүҳзӣҳејҸдј йҖҒеёҰпјҢжүҳжқҝдёҠиЈ…дёҠеҫ…еҠ е·Ҙзҡ„жҜӣеқҜпјҢдј йҖҒеёҰе°ұе°ҶжҜӣеқҜйҖҒе…ҘжңәеәҠзҡ„еҠ е·ҘеҢәеҹҹпјҢеҖ’зҪ®дё»иҪҙе°ұ移еҗ‘дј йҖҒеёҰпјҢжҠ“еҸ–жҲ–ж”ҫдёӢе·Ҙ件пјҢе·Ҙ件装еҚёеҸҜеңЁ6 sеҶ…е®ҢжҲҗпјҢд»ҺиҖҢжҳҺжҳҫжҸҗй«ҳдәҶз”ҹдә§ж•ҲзҺҮпјҢзј©зҹӯдәҶеҠ е·ҘиҠӮжӢҚгҖӮDVTзі»еҲ—еҸҢдё»иҪҙжңәеәҠз»“жһ„зҙ§еҮ‘гҖҒеҸҜд»Ҙжӣҝд»ЈдёӨеҸ°жңәеәҠпјҢеҚ ең°йқўз§Ҝе°ҸпјҢеҠ е·Ҙж•ҲзҺҮй«ҳпјҢйҖӮеҗҲеӨ§жү№йҮҸз”ҹдә§зҡ„зІҫеҜҶйӣ¶д»¶зҡ„е®Ңж•ҙеҠ е·ҘгҖӮгҖҖгҖҖ4.3 зІҫеҜҶзЈЁеүҠе’ҢиҪҰеүҠеӨҚеҗҲеҠ е·Ҙзҡ„жңәеәҠгҖҖгҖҖKrberSchleifringйӣҶеӣўж——дёӢзҡ„и‘—еҗҚзЈЁеәҠеҲ¶йҖ е•ҶStuderе…¬еҸёзҡ„S242дёҮиғҪзІҫеҜҶзЈЁеүҠе’ҢиҪҰеүҠеӨҚеҗҲжңәеәҠйҮҮз”ЁжЁЎеқ—еҢ–и®ҫи®ЎеҺҹзҗҶпјҢй…ҚзҪ®2дёӘжҲ–3дёӘдёҚеҗҢзҡ„жЁӘеҗ‘ж»‘еә§гҖӮж»‘еә§дёҠеҸҜе®үиЈ…еӨ–еңҶзЈЁеӨҙпјҲе·ҰеҸізЈЁеӨҙгҖҒ0В°е’Ң25В°ж–ңи§’з ӮиҪ®пјүгҖҒ3з§Қ8пҪһ12 жҠҠеҲҖдҪҚзҡ„иҪҰгҖҒй“ЈгҖҒй’»иҪ¬еЎ”еҲҖжһ¶гҖҒд»ҘеҸҠиЈ…жңү3дёӘеҶ…еңҶзЈЁеүҠдё»иҪҙзҡ„иҪ¬еЎ”гҖӮдёҠиҝ°жЁЎеқ—з»„жҲҗзҡ„жңәеәҠе…ұжңү25з§ҚдёҚеҗҢй…ҚзҪ®еҸҜдҫӣз”ЁжҲ·йҖүжӢ©гҖӮгҖҖгҖҖS242еһӢеӨҚеҗҲеҠ е·ҘжңәеәҠе°ҶзІҫеҜҶеңҶжҹұйқўзЈЁеүҠе’ҢзЎ¬иҪҰеүҠеҠ е·ҘдёӨз§ҚжҠҖжңҜз»“еҗҲеҲ°дёҖиө·пјҢдҪҝдёҖж¬ЎиЈ…еӨ№е°ұиғҪеӨҹеҠ е·Ҙе®ҢжҜ•дёҖдёӘе·Ҙ件пјҢдёҚд»…жҸҗй«ҳдәҶеҠ е·Ҙж•ҲзҺҮпјҢжӣҙе®№жҳ“дҝқиҜҒеҠ е·ҘзІҫеәҰгҖӮгҖҖгҖҖS242еһӢзІҫеҜҶзЈЁеүҠе’ҢиҪҰеүҠеӨҚеҗҲеҠ е·ҘжңәеәҠйҮҮз”ЁзүҢеҸ·дёәGranitanS103зҡ„дәәйҖ еӨ§зҗҶзҹіеәҠиә«пјҢ并и®ҫи®ЎжҲҗеҖҫж–ңз»“жһ„пјҢеҰӮеӣҫ6жүҖзӨәгҖӮ гҖҖгҖҖе®ғзҡ„дё»иҰҒдјҳзӮ№еҰӮдёӢпјҡгҖҖгҖҖпјҲ1пјүж“ҚдҪңж—¶зҡ„жҳ“жҺҘиҝ‘жҖ§пјӣгҖҖгҖҖпјҲ2пјүеҠ е·Ҙж—¶зҡ„иүҜеҘҪеҗёжҢҜжҖ§пјӣгҖҖгҖҖпјҲ3пјүй«ҳеәҰзғӯзЁіе®ҡжҖ§пјӣгҖҖгҖҖпјҲ4пјүзҗҶжғізҡ„жҺ’еұ‘е’ҢеҶ·еҚҙж¶ІжҺ’еҮәиғҪеҠӣгҖӮгҖҖгҖҖзІҫеҜҶзЈЁеүҠе’ҢзЎ¬иҪҰзҡ„еӨҚеҗҲеҠ е·ҘеҸҜд»ҘеӨ§е№…еәҰзј©зҹӯеҠ е·Ҙж—¶й—ҙгҖӮд»ҘеҠ е·ҘHSK 63еҲҖжҹ„дёәдҫӢпјҢжҷ®йҖҡеӨ–еңҶзЈЁеәҠеҠ е·ҘпјҢйңҖиҰҒ5дёӘе·ҘжӯҘпјҢ2ж¬ЎиЈ…еӨ№пјҢеҠ е·ҘеҫӘзҺҜж—¶й—ҙдёә181 sпјӣйҮҮз”ЁS242еһӢеӨҚеҗҲеҠ е·ҘжңәеәҠпјҢеҸӘйңҖиҰҒ1дёӘзЈЁеүҠе·ҘжӯҘе’Ң3дёӘиҪҰеүҠе·ҘжӯҘпјҢеҠ е·ҘеҫӘзҺҜж—¶й—ҙдёә98 sпјҢзј©зҹӯдәҶ45пј…пјҢеӨ§еӨ§жҸҗй«ҳдәҶз”ҹдә§ж•ҲзҺҮгҖӮгҖҖгҖҖ5 з»“иҜӯе’Ңеұ•жңӣгҖҖгҖҖдёҺеӣҪеӨ–жңәеәҠдјҒдёҡз«һзӣёејҖеҸ‘еҙӯж–°з»“жһ„зӣёжҜ”пјҢеӣҪеҶ…жңәеәҠдјҒдёҡеҖҫеҗ‘йҮҮ用常规зҡ„жңәеәҠз»“жһ„й…ҚзҪ®пјҢз”ЁжҲ·зҡ„йҖүжӢ©ж ҮеҮҶе°ұиҪ¬еҗ‘йҷҚдҪҺд»·ж јпјҢд»ҘеҮҸе°‘жҠ•иө„жҲҗжң¬гҖӮеңЁиҝҷз§ҚеёӮеңәж°ӣеӣҙдёӯпјҢд»·ж јеӨ§жҲҳжҳҜж— еҸҜйҒҝе…Қзҡ„з»“жһңгҖӮеңЁеҠҹиғҪйғЁд»¶е·Із»ҸеёӮеңәеҢ–зҡ„д»ҠеӨ©пјҢдёҖж¬ҫжңәеәҠзҡ„еёӮеңәд»·еҖјпјҢеҸ–еҶідәҺе®ғжҳҜеҗҰжңүзӢ¬дёҖж— дәҢзҡ„гҖҒж— еҸҜжӣҝд»Јзҡ„зү№зӮ№пјҢ并иғҪеӨҹдёәзү№е®ҡзҡ„е®ўжҲ·зҫӨеҲӣйҖ ж–°зҡ„д»·еҖјгҖӮжңәеәҠз»“жһ„е’ҢиҝҗеҠЁзі»з»ҹзҡ„й…ҚзҪ®еҰӮжһңжІЎжңүзү№иүІпјҢеҸҲдёҚиғҪдёәе®ўжҲ·еёҰжқҘж–°зҡ„з«һдәүдјҳеҠҝпјҢе“ӘжҖ•жҳҜйҖүй…ҚдәҶжңҖеҘҪзҡ„еҠҹиғҪйғЁд»¶пјҢйғҪдёҚдјҡз»ҷжңәеәҠзҡ„з”ҹдә§е•ҶеёҰжқҘжӣҙеӨҡзҡ„еҲ©ж¶ҰгҖӮгҖҖгҖҖд»Һжң¬ж–Үзҡ„и®әиҝ°е’ҢеҲ—дёҫзҡ„жЎҲдҫӢжҲ‘们еҸҜд»ҘзңӢеҲ°пјҢжңәеәҠз»“жһ„й…ҚзҪ®зҡ„и¶ӢеҠҝжңүд»ҘдёӢеҮ зӮ№пјҡгҖҖгҖҖпјҲ1пјүжңәеәҠ移еҠЁйғЁд»¶зҡ„иҪ»йҮҸеҢ–жҳҜй«ҳз«ҜжңәеәҠзҡ„йҮҚиҰҒеҸ‘еұ•ж–№еҗ‘пјҢе®ғеҸҜеҮҸе°ҸжғҜжҖ§еҠӣзҡ„иҙҹйқўеҪұе“ҚпјҢжҸҗй«ҳжңәеәҠеҠЁжҖҒжҖ§иғҪпјӣеҮҸе°Ҹй©ұеҠЁеҠҹзҺҮпјҢдҪҝжңәеәҠз»ҝиүІеҢ–гҖӮгҖҖгҖҖпјҲ2пјүе°ҪйҮҸд»Ҙз”өд»ЈжңәпјҢйҮҮз”ЁзӣҙжҺҘй©ұеҠЁж–№ејҸпјҢзј©зҹӯжңәжў°дј еҠЁй“ҫжҲ–дёҚз”Ёжңәжў°дј еҠЁпјҢжҸҗй«ҳжңәеәҠзҡ„еҠЁжҖҒжҖ§иғҪпјҢеҮҸе°‘дј еҠЁй—ҙйҡҷзҡ„иҙҹйқўеҪұе“ҚгҖӮгҖҖгҖҖпјҲ3пјүйҮҮз”ЁеӨҚеҗҲеҠ е·Ҙж–№ејҸпјҢе°ҶдёҚеҗҢе·ҘеәҸйӣҶжҲҗеҲ°дёҖеҸ°жңәеәҠдёҠпјҢе®һзҺ°еӨҚжқӮе·Ҙ件еңЁдёҖеҸ°жңәеәҠе®Ңж•ҙеҠ е·ҘпјҢд»Ҙзј©зҹӯеҠ е·ҘеҫӘзҺҜе’ҢжҸҗй«ҳеҠ е·ҘзІҫеәҰгҖӮгҖҖгҖҖпјҲ4пјүжЁЎеқ—еҢ–и®ҫи®ЎеҸҜд»Ҙж»Ўи¶ідёҚеҗҢз”ЁжҲ·еҜ№жңәеәҠй…ҚзҪ®зҡ„зӢ¬зү№йңҖжұӮпјҢе®һзҺ°еӨ§и§„жЁЎе®ҡеҲ¶зҡ„еҺҹеҲҷпјҢзј©зҹӯдәӨиҙ§жңҹпјҢ并жҸҗй«ҳжңәеәҠзҡ„еҸҜйқ жҖ§гҖӮгҖҖгҖҖпјҲ5пјүжңәеәҠз»“жһ„件йҮҮз”ЁеҲӣж–°зҡ„еӨҚеҗҲжқҗж–ҷпјҢжҸҗй«ҳжңәеәҠз»“жһ„зҡ„йҳ»е°јпјҢеҮҸе°‘жҢҜеҠЁпјҢд»ҘеўһеӨ§жңәеәҠе·ҘдҪңзҡ„зЁіе®ҡеҢәеҹҹгҖӮ